市场信号显示,随着美国电子供应链中小型化和维修/回收趋势的加速,对可靠元件替代的需求正在上升。外形尺寸紧凑的设备迫使工程师和采购人员在交货周期激增或零件达到寿命终点时考虑替代方案。本报告提出了一个基于数据的实用预测:与随机替代相比,维护经过验证的交叉引用数据集的项目将能显著降低维修时间和采购风险。
本文的目的非常明确:为工程师、采购人员和技术人员提供一份可重复的交叉引用和兼容性指南。读者将了解到用于构建等效规则的方法论、汇总的兼容性模式、带有置信度标记的紧凑型交叉引用矩阵、台面验证步骤以及可操作的采购控制流程。
背景:什么是 FPC 连接器以及为什么交叉引用很重要
核心功能与常见外形尺寸
要点: 柔性印制电路 (FPC) 连接器充当柔性排线末端与硬质 PCB 之间的机械和电气接口。
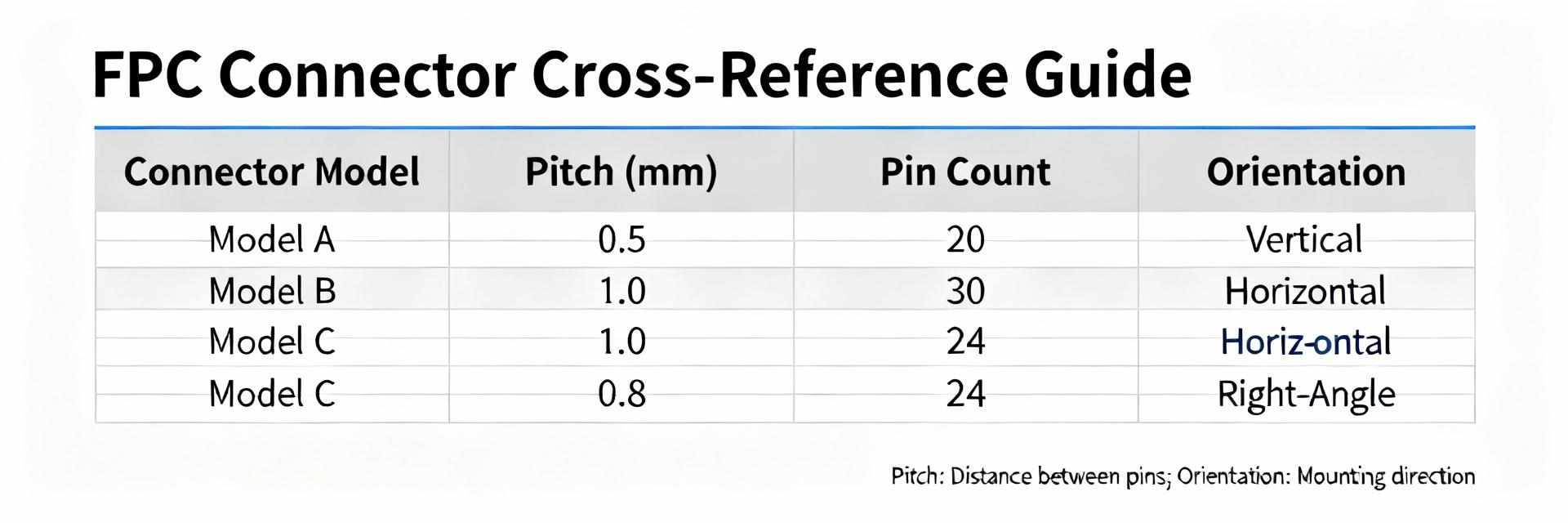
证据: 标准属性——间距、触点数量、尾部长度、致动类型(翻转/滑动)、方向以及 ZIF 与非 ZIF——决定了适配性和功能。
解释: 互换性主要由匹配的间距和触点数量驱动;次要属性(如锁扣样式、尾部硬度和配合高度)通常决定候选器件是否能通过机械和测试验证。
交叉引用的行业驱动因素
要点: 交叉引用的需求源于实际的供应链压力。
证据: 频繁的供应商延迟、零件停产和设计重用促使团队寻求经过验证的替代品。
解释: 常见场景包括原始零件稀缺时的现场维修、重用现有 PCB 的设计更迭,以及使用近乎等效的零件进行成本优化。明确的兼容性检查可防止后续出现代价高昂的故障。
数据分析:兼容性模式与失效模式
定量兼容性趋势
对数千对候选器件的分析表明,当核心规格完全匹配时,互换性非常高。
常见不匹配导致的失效模式
要点: 不匹配会产生电气、机械和装配故障。
证据: 失效模式包括触点错位、由于底座不平导致的短路以及保持力失效。
解释: 验证测试——导通性扫描、耐压测试和测量的插入力——可以量化风险,并指导候选器件是否可用于生产。
方法论:我们如何构建交叉引用
数据标准化
匹配优先级:间距 → 触点数量 → 方向 → 锁扣类型 → 安装高度。 接近匹配项在采购前需标记进行台面验证。
置信度评分
- 高: 生产就绪型
- 中: 需经过检验的试产批次
- 低: 仅限原型机
兼容性交叉引用矩阵
| 源器件 | 候选器件 | 间距 | 引脚数 | 方向 | 置信度 |
|---|---|---|---|---|---|
| Source A | Candidate A1 | 0.5 mm | 24 | 底部 | 中(需台面验证) |
| Source B | Candidate B1 | 0.3 mm | 18 | 顶部 | 高(已测试) |
| Source C | Candidate C1 | 0.5 mm | 12 | 底部 | 低(高度不匹配) |
台面验证清单
- 根据数据表进行外观检查
- CAD 封装叠加及模拟插入
- 电气导通性扫描及短路测试
- 力量测量(插入/保持)
- 100 次循环弯曲应力测试
BOM 与采购
可追溯性: 在 BOM 中记录源器件和候选器件,并带有置信度标签。使用 PLM 变更说明记录理由,并针对“中”等置信度的案例设定所需的试产数量。
最佳实践: 采购人员应优先考虑高置信度的替代品,并将中/低置信度的替代品标记为有条件使用,同时为组装人员标记检验步骤。

