行业验证日志和组装反馈反复表明,尺寸不匹配和焊盘设计错误是导致 PCB 首板失败的主要原因。这份快速清单重点关注 06035A101KAT —— 测量什么、如何测量以及哪些公差至关重要,以确保您的 PCB 布局和组装符合规格并顺利通过生产。将其作为数据驱动的预制造和预组装常规流程,以减少返工、识别热风险并加速交付优质电路板。
为什么在 PCB 制造前验证 06035A101KAT 规格
在制造前验证 06035A101KAT 规格 可通过及早发现封装和焊盘图案错误,降低常见组装失败的风险。要点: 许多故障源于焊盘尺寸不当、不正确的外部间距或高度干涉。证据: 组装厂报告称,当焊盘几何形状偏移时,立碑现象和焊缝塌陷是导致报废的首要原因。解释: 确认尺寸和建议的焊盘图案可避免重新设计,并节省组装时间和成本。
需避免的风险概况
要点: 与封装/规格检查不正确相关的常见故障模式包括对齐不良、立碑、焊缝不足和热应力。证据: 尺寸错误的焊盘会改变润湿行为;不充分的锡膏掩模会产生桥接或开路。解释: 验证 06035A101KAT 的组件轮廓、焊盘间距和锡膏孔径规格可减少立碑现象并改善焊缝形成,从而直接降低返工和组装成本。
何时在设计时间线中运行检查
要点: 在原理图录入、封装创建、制造前 DFM 和组装前验证阶段运行检查。证据: 在原理图 → 封装 → DFM → 组装阶段的设计网格审查可捕捉不同类型的错误。解释: 在封装创建后以及 Gerber/钻孔导出后嵌入签核环节;这种阶段性验证可确保用于制造的 PCB 文件已经反映了验证过的尺寸和 PCB 组装要求。
需测量的关键物理和电气规格
要点: 测量会影响布局决策的物理尺寸和电气/热规格。证据: 机械公差和热降额说明决定了焊盘尺寸、热泄放和迹线宽度。解释: 将这些数值记录到单个测量表中,可提供从数据表到封装再到组装文档的可追溯性。
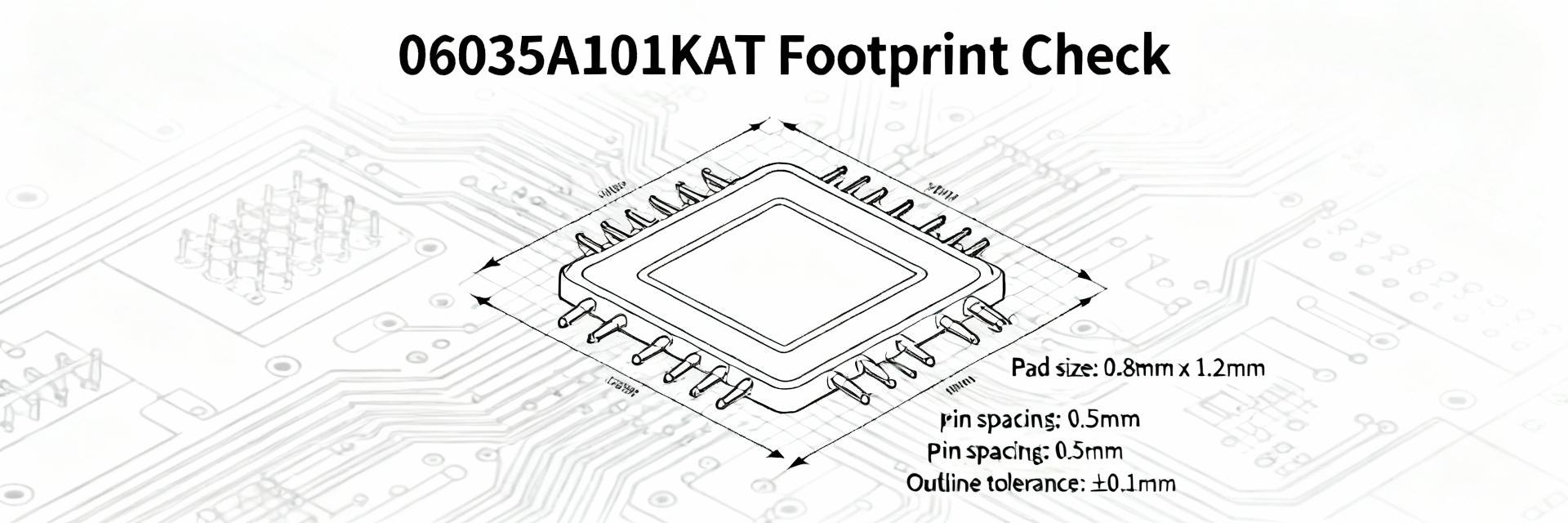
关键封装尺寸与焊盘几何形状
记录标称尺寸和验收公差(例如:焊盘长度 ±0.05 mm,焊盘宽度 ±0.03 mm,间距 ±0.02 mm),并包含通过/失败列和测量值字段。
尺寸
标称值
公差
测量值
状态
本体 长 × 宽
3.5 × 1.25 mm
±0.05 mm
□ 通过
高度
1.1 mm
±0.05 mm
□ 通过
焊盘长度
0.9 mm
±0.03 mm
□ 通过
焊盘宽度
0.6 mm
±0.03 mm
□ 通过
影响布局的电气/热规格
要点: 交叉核对额定电流/电压、ESR/阻抗(如果适用)、散热说明和可焊性饰面。证据: 组件降额表或高 ESR 可能强制要求更大的铺铜或散热过孔。解释: 使用规格来设置迹线宽度、热泄放和铜面积;在 PCB 制造说明中记录任何迹线宽度的更改和铜厚度要求。
快速测量清单:分步指南
布局前:数据表至封装验证
- 获取最新数据表并提取所有关键尺寸。
- 创建封装,并将轮廓和焊盘间距与数据表进行对比。
- 验证外部间距、丝印间隙和 3D 模型拟合度。
- 验收标准: 所有尺寸都在公差范围内,锡膏掩模孔径遵循 IPC 建议。
制造前及组装前检查
- 运行 Gerber 和钻孔 DFM 检查(ODB++/IPC 规则)。
- 验证贴片机 XY 坐标和旋转坐标。
- 确认基准点和拼板间隙。
- 检查拼板导轨上 06035A101KAT 的边缘间隙。
工具、测量方法与验证技巧
要点: 针对不同的测量使用正确的工具,以获得可重复的结果。证据: 投影仪和 3D 查看器可以发现卡尺可能遗漏的不匹配。解释: 将工具与任务匹配——卡尺用于本体尺寸,显微镜用于焊盘几何形状,3D 查看器用于高度间隙,X 射线用于隐藏焊点。
推荐工具
数显卡尺、体视显微镜、投影仪、3D CAD 查看器。专家提示:使用 1:1 打印贴合覆盖层进行快速验证。
实验室流程
在测试样板上进行贴片模拟运行和回流焊试验。确保放置精度在 ±0.1 mm 以内。
常见陷阱、修正及生产前签核
典型错误与纠正措施:
• 焊盘尺寸错误: 调整为数据表建议的焊盘图案。
• 锡膏掩模不足: 根据 IPC-7525 增加孔径。
• 丝印重叠: 移动或移除焊盘上的丝印。
• 忽视公差: 对于关键焊盘,将验收标准收紧至 ±0.03 mm。
生产前清单与签核模板
交付物
负责人
状态 / 日期
测量尺寸表
布局工程
________________
Gerber/NC 钻孔文件
制造部门
________________
回流焊曲线批准
组装主管
________________
首件检查 (FAI) 计划
质量保证
________________
常见问题解答
在制造前验证 06035A101KAT 规格 可通过及早发现封装和焊盘图案错误,降低常见组装失败的风险。要点: 许多故障源于焊盘尺寸不当、不正确的外部间距或高度干涉。证据: 组装厂报告称,当焊盘几何形状偏移时,立碑现象和焊缝塌陷是导致报废的首要原因。解释: 确认尺寸和建议的焊盘图案可避免重新设计,并节省组装时间和成本。
需避免的风险概况
要点: 与封装/规格检查不正确相关的常见故障模式包括对齐不良、立碑、焊缝不足和热应力。证据: 尺寸错误的焊盘会改变润湿行为;不充分的锡膏掩模会产生桥接或开路。解释: 验证 06035A101KAT 的组件轮廓、焊盘间距和锡膏孔径规格可减少立碑现象并改善焊缝形成,从而直接降低返工和组装成本。
何时在设计时间线中运行检查
要点: 在原理图录入、封装创建、制造前 DFM 和组装前验证阶段运行检查。证据: 在原理图 → 封装 → DFM → 组装阶段的设计网格审查可捕捉不同类型的错误。解释: 在封装创建后以及 Gerber/钻孔导出后嵌入签核环节;这种阶段性验证可确保用于制造的 PCB 文件已经反映了验证过的尺寸和 PCB 组装要求。
需测量的关键物理和电气规格
要点: 测量会影响布局决策的物理尺寸和电气/热规格。证据: 机械公差和热降额说明决定了焊盘尺寸、热泄放和迹线宽度。解释: 将这些数值记录到单个测量表中,可提供从数据表到封装再到组装文档的可追溯性。
关键封装尺寸与焊盘几何形状
记录标称尺寸和验收公差(例如:焊盘长度 ±0.05 mm,焊盘宽度 ±0.03 mm,间距 ±0.02 mm),并包含通过/失败列和测量值字段。
| 尺寸 | 标称值 | 公差 | 测量值 | 状态 |
|---|---|---|---|---|
| 本体 长 × 宽 | 3.5 × 1.25 mm | ±0.05 mm | □ 通过 | |
| 高度 | 1.1 mm | ±0.05 mm | □ 通过 | |
| 焊盘长度 | 0.9 mm | ±0.03 mm | □ 通过 | |
| 焊盘宽度 | 0.6 mm | ±0.03 mm | □ 通过 |
影响布局的电气/热规格
要点: 交叉核对额定电流/电压、ESR/阻抗(如果适用)、散热说明和可焊性饰面。证据: 组件降额表或高 ESR 可能强制要求更大的铺铜或散热过孔。解释: 使用规格来设置迹线宽度、热泄放和铜面积;在 PCB 制造说明中记录任何迹线宽度的更改和铜厚度要求。
快速测量清单:分步指南
布局前:数据表至封装验证
- 获取最新数据表并提取所有关键尺寸。
- 创建封装,并将轮廓和焊盘间距与数据表进行对比。
- 验证外部间距、丝印间隙和 3D 模型拟合度。
- 验收标准: 所有尺寸都在公差范围内,锡膏掩模孔径遵循 IPC 建议。
制造前及组装前检查
- 运行 Gerber 和钻孔 DFM 检查(ODB++/IPC 规则)。
- 验证贴片机 XY 坐标和旋转坐标。
- 确认基准点和拼板间隙。
- 检查拼板导轨上 06035A101KAT 的边缘间隙。
工具、测量方法与验证技巧
要点: 针对不同的测量使用正确的工具,以获得可重复的结果。证据: 投影仪和 3D 查看器可以发现卡尺可能遗漏的不匹配。解释: 将工具与任务匹配——卡尺用于本体尺寸,显微镜用于焊盘几何形状,3D 查看器用于高度间隙,X 射线用于隐藏焊点。
推荐工具
数显卡尺、体视显微镜、投影仪、3D CAD 查看器。专家提示:使用 1:1 打印贴合覆盖层进行快速验证。
实验室流程
在测试样板上进行贴片模拟运行和回流焊试验。确保放置精度在 ±0.1 mm 以内。
常见陷阱、修正及生产前签核
典型错误与纠正措施:
• 焊盘尺寸错误: 调整为数据表建议的焊盘图案。
• 锡膏掩模不足: 根据 IPC-7525 增加孔径。
• 丝印重叠: 移动或移除焊盘上的丝印。
• 忽视公差: 对于关键焊盘,将验收标准收紧至 ±0.03 mm。
生产前清单与签核模板
| 交付物 | 负责人 | 状态 / 日期 |
|---|---|---|
| 测量尺寸表 | 布局工程 | ________________ |
| Gerber/NC 钻孔文件 | 制造部门 | ________________ |
| 回流焊曲线批准 | 组装主管 | ________________ |
| 首件检查 (FAI) 计划 | 质量保证 | ________________ |

