0566-2-15-15-21-27-10-0 完整规格及引脚数据报告 0566-2-15-15-21-27-10-0 为工程师提供高精度的技术参考。关键参数包括 0.015–0.022 英寸 (0.38–0.56 毫米) 的适用引线直径范围、约 0.031 英寸 (0.79 毫米) 的针孔直径,以及约 0.039 英寸 (0.99 毫米) 的安装孔直径。本报告整合了关键尺寸、PCB 封装指南和焊接协议,以确保设计评审和采购检验的一致性。 产品概览 功能范围 该组件是一款精密插孔,旨在接收严格定义直径范围内的电镀引线。它采用无尾、焊接安装配置并带有小法兰,非常适合低电流信号连接器、测试夹具插座以及垂直空间受限的 PCB 安装插孔。 部件编号解析 复杂的字母数字序列 0566-2-15-15-21-27-10-0 编码了有关系列、接触几何结构和电镀选项的关键数据。理解这一细分有助于工程师识别尺寸图和备选配置,以便进行“0566 部件针孔直径”或“0566-2 系列电镀选项”等搜索查询。 机械规格与尺寸数据 尺寸视觉分析 (英寸) 总长度 0.138" 法兰直径 0.058" 安装孔 0.039" 针孔直径 Ø 0.031" 参数 数值 单位 公差 备注 适用引线直径 0.015–0.022 (0.38–0.56) in / mm ±0.0015 (±0.04) 对配合可靠性至关重要 针孔直径 0.031 (0.79) in / mm ±0.002 (±0.05) 钻头尺寸参考 安装孔直径 0.039 (0.99) in / mm ±0.002 (±0.05) 通孔间隙 法兰直径 0.058 (1.47) in / mm ±0.003 (±0.08) 焊盘环宽尺寸 总长度 0.138 (3.51) in / mm ±0.004 (±0.10) 堆叠安装高度 电气性能 关键电气指标定义了信号完整性。必须根据接触几何结构和电镀材料确认最大电流容量、接触电阻 (mΩ) 和额定电压。使用高导电率电镀可降低电阻,这对于最大限度地减少低压路径中的信号损耗至关重要。 环境可靠性 工作温度范围和焊接窗口决定了长期可靠性。工程师应参考机械冲击、热循环和盐雾测试标准。确保回流焊曲线(峰值温度和持续时间)符合供应商指定的限制。 PCB 安装与焊接指南 封装策略 • 安装孔请使用约 0.039 英寸 (0.99 毫米) 的钻头。 • 确保焊盘环宽 ≥0.150 英寸 (3.81 毫米),以支撑法兰座合。 • 保持禁止布线区,以确保机械啮合并防止电气短路。 工艺控制 允许使用波峰焊、选择性焊接和手工焊接。必须按照无铅曲线控制峰值温度。焊后检验应量化润湿情况、焊点形状和空洞接受度,随后进行机械固持力测试以验证电路板界面的完整性。 集成与质量保证 故障排除清单 视觉: 检查焊盘是否偏移以及焊点是否不足。 尺寸: 使用校准过的千分尺对照表格进行测量。 电气: 测试导通性并验证接触电阻是否低于 mΩ 限制。 固持力: 执行抽样机械拉力测试以查明根本原因。 核心摘要 [✓] 适用引线直径: 0.015–0.022 英寸 (0.38–0.56 毫米) —— 配合的关键;入库检验时请核实。 [✓] PCB 封装: 安装孔直径 0.039 英寸 (0.99 毫米) 和法兰直径 0.058 英寸 (1.47 毫米) 是必需的钻孔/焊盘尺寸。 [✓] 机械配合: 针孔直径 0.031 英寸 (0.79 毫米) 和长度 0.138 英寸 (3.51 毫米) 为标称值;请确认供应商公差。 [✓] 数据报告: 确保索取最大电流、介电强度和机械寿命的测试报告。 常见问题 在生产前应如何验证机械尺寸? + 对样品进行尺寸测量:使用校准过的千分尺或针规测量适用引线直径、针孔直径、安装孔直径、法兰直径和总长度。将测量值与表格公差进行比较,并在发布前记录批次可追溯性。 小型插孔可以接受哪些焊接方法? + 当工艺窗口受控时,波峰焊、选择性焊接和手工焊接通常是可接受的。使用受控的回流焊曲线,检查润湿情况和焊点几何形状,并在焊接后进行固持力测试以确保机械完整性。 如果数据手册遗漏了机械寿命,采购应要求进行哪些测试? + 根据约定的测试方法,要求提供插拔循环测试报告、接触电阻随循环次数的变化情况以及磨损测量数据。如果无法提供,则要求供应商提供测试计划,或在量产前进行独立的样品寿命测试。
2026-01-28 10:54:52
本指南为寻找 0553585028 的数据手册和交叉引用提供了快速、可重复的流程,旨在帮助必须快速解决模糊或老旧部件问题的工程师和采购人员。它提供了七个针对性的搜索快捷方式、一份简明的核对清单以及一个可重复用于 BOM 分类和原型开发工作的五步替换工作流程。 许多部件由于已停产、属于内部编号或以替代格式发布而难以定位,这使得可靠的验证变得至关重要。继续阅读以了解如何高效查找数据手册 PDF、检测生命周期标志,并在下订单或批准替代品之前确认真正的等效性。 快速背景:型号格式意味着什么 对数据手册的预期内容 要点: 一份实用的数据手册通常包含简洁的部件描述、电气额定值、引脚定义和封装图纸。证据: 标准规格文档会列出最大电压、电流和机械尺寸。解释: 当您打开候选 PDF 时,首先查找部件系列名称、绝对最大值、典型曲线以及显示焊盘和公差的机械图——这些决定了 0553585028 数据手册搜索的交叉引用可行性。 为什么某些型号难以找到 要点: 困难通常源于产品停产、内部目录编号或被截断的老旧 ID。证据: 搜索结果可能显示匹配项很少、编号不一致或仅有存档页面。解释: 如果无法搜到精确的 PDF,请扩大查询范围,包括变体形式(前导零、连字符、无厂商标识符),并专注于功能属性而非完全匹配的字符串。 在信任交叉引用之前进行快速生命周期和真实性检查 检测生命周期终止 (EOL) 状态 要点: 快速生命周期检测可节省时间并降低风险。证据: 警示信号包括搜索片段中出现“obsolete(已停产)”或“end-of-life(生命周期终止)”、近期无库存列表以及 PDF 中的旧修订日期。解释: 在接受替代品之前,获取目录注释、规格修订时间戳和任何 EOL 标记;对被标记为 0553585028 候选交叉引用但无证明文件的孤立列表保持谨慎。 真实性检查 要点: 验证 PDF 元数据和完整性,以排除虚假匹配。证据: 真实的数据手册包含发布者元数据、完整的电气参数表和尺寸公差。解释: 查看 PDF 属性以确认发布者和创建日期,确保包含电气曲线和完整的引脚表,并对省略公差或内部型号不一致的文档标记疑问。 7 个寻找数据手册的快速搜索查询和工具 01. "0553585028 数据手册" 02. filetype:pdf 0553585028 03. "0553585028 引脚定义" 04. "0553585028 交叉引用" 05. site:*.edu "0553585028" (学术档案) 06. "0553585028 封装" 07. 增强搜索: "0553585028 直角连接器" 专业策略: 除了普通搜索,还要利用参数化资源。在组件数据库中按间距或触点数量进行筛选。检查网络档案馆(Wayback Machine)以获取旧版制造商页面。当文本匹配较少时,图像匹配通常能确认机械形状。 如何验证交叉引用是否真正等效 等效性关键度评分 电气限制(电压/电流) 需要 100% 匹配 引脚定义和极性 需要 100% 匹配 机械封装/占位面积 95% 匹配(公差会有所不同) 实际验证: 导出封装文件以比较焊盘图案,申请样品进行工作台测试,并查阅修订历史。如有疑问,请选择额定值相等或更高的候选产品,或设计机械适配器作为缓解策略。 快速行动核对清单和替换工作流 第 1 步 执行增强搜索 第 2 步 获取数据手册 第 3 步 应用核对清单 第 4 步 筛选并同步 CAD 第 5 步 发布并测试 审核类别 对 0553585028 的要求 置信水平 电气规格 电压/电流额定值必须符合或超过原始型号。 高 机械参数 焊盘对齐和高度净空。 高 生命周期 处于活动状态/新设计首选。 波动 总结 首先锁定精确匹配的查询,然后扩大到增强术语和图像搜索;当您需要查找数据手册和初始封装图时,这种方法效率最高。 在信任交叉引用之前,利用快速生命周期和 PDF 真实性检查(修订日期、元数据和完整的电气/机械表)来过滤不可靠的匹配项。 应用规格逐项核对清单和五步工作流程:搜索、获取、核对、筛选、归档。保存一份简单的 BOM 核对清单,以防止生产中出现意外。 常见问题 如何确认找到的数据手册是正确的 0553585028 部件? 通过匹配以下三点来确认:相同的电气绝对最大值、精确的引脚映射,以及尺寸和公差一致的封装图。验证 PDF 元数据和修订日期。如果任何关键参数或焊盘间距不同,在样品或 CAD 确认证明其等效之前,请将其视为非等效部件。 当我需要快速查找数据手册时,最快的搜索方式是什么? 首先进行精确匹配查询,然后进行增强搜索: "0553585028 数据手册"、filetype:pdf 0553585028、"0553585028 引脚定义"、"0553585028 等效件",以及用于查找存档页面的 site: 过滤器。如果精确字符串产生过多干扰信息,请添加封装描述词,如“2-pin”或“right-angle”以缩小结果范围。 什么时候应该拒绝 BOM 项目的候选交叉引用? 如果候选件缺少匹配的电气最大值、引脚映射不同或封装不兼容,或者数据手册缺少可靠的修订元数据,则应拒绝。如果部件显示 EOL 指标且没有明确的合格替代品,也应拒绝;记录拒绝理由并继续寻找经过验证的替代品。
2026-01-28 10:40:41
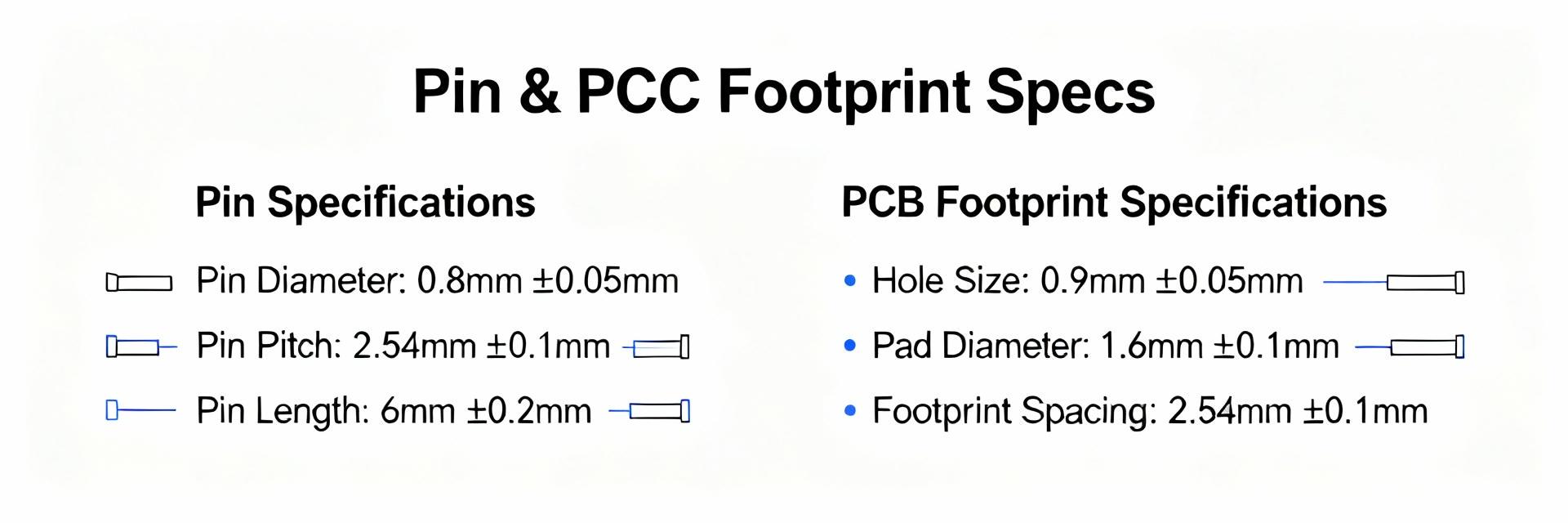
本报告综合了现代三模式主机总线适配器在测试下的端到端基准测试结果,重点关注在 NVMe、SAS 和 SATA 介质上测得的延迟和 IOPS。最近的混合阵列运行显示,根据介质和队列深度的不同,随机读取 IOPS 从几万到几十万不等,而 p99 延迟范围从亚毫秒到数毫秒;目标是将这些测量结果转化为可付诸实践的数据中心指导。 模块规格与支持的接口 受测适配器提供 24 个内部设备端口,并通过具有 x16 物理通道配置的 PCIe Gen4 进行接口连接,支持三模式下的 NVMe、SAS 和 SATA 端点。宣称的主机带宽与 PCIe Gen4 x16 聚合通道一致;在测试构建的固件和驱动程序集中,我们使用了标记为 fw-test-9600 的受控测试构建版本和 scsi-test-1.2 驱动程序。 测试实验室配置与方法论 主机平台:双路 32 核服务器,512 GB DRAM,Linux 内核 5.15。块存储栈:带有默认 mq-deadline 的 blk-mq。IO 生成器:用于微基准测试和混合配置文件的 fio;测试的队列深度为 QD1–256,IO 大小为 4K/8K/64K/128K。 测试环境概览 组件 配置 说明 CPU 2 × 32 核 为 fio 工作线程隔离的 CPU 内存 512 GB 大页缓存已最小化 操作系统 Linux 5.15 已启用 blk-mq 驱动/固件 fw-test-9600 / scsi-test-1.2 测试构建版本标签 IO 生成器 fio (样例如下) QD1–256,60秒稳态测试 延迟性能分析 顺序与随机配置文件 各种介质的顺序读写延迟均保持在较低水平:大块读取 (64K/128K) 测得的平均延迟 低于 1 毫秒,表现出受吞吐量限制的行为。随机 4K/8K 配置文件则显示出差异:NVMe 目标盘的 4K 读取平均延迟约为 0.12 毫秒,而 SATA 端点在负载下则趋向于 2–5 毫秒并伴有峰值。 尾部延迟:p95 / p99 / p99.9 分析 尾部分位数暴露了被平均数掩盖的离群值。推荐的 SLA 目标 p99 阈值:OLTP 服务目标为 < 2 ms,而延迟敏感型微服务目标为 < 1 ms。 尾部延迟对比 (QD32) NVMe 4K 随机0.56 ms (p99) SAS 4K 随机1.25 ms (p99) SATA 4K 随机6.50 ms (p99) 配置文件 p95 p99 p99.9 NVMe 4K0.28 ms0.56 ms1.8 ms SAS 4K0.72 ms1.25 ms4.2 ms SATA 4K3.1 ms6.5 ms15.0 ms IOPS 性能与工作负载明细 小块与大块的权衡 NVMe 4K 随机在 QD128 时达到了接近 350k–420k IOPS 的峰值测量值。SAS 驱动器的峰值约为 120k–180k IOPS,SATA 约为 25k–50k IOPS。大块工作负载 (64K+) 会将瓶颈转移到主机 PCIe 聚合带宽。 可重复的 fio 作业示例 (4K 随机, QD32): [global] ioengine=libaio direct=1 runtime=60 time_based group_reporting [random-4k] bs=4k iodepth=32 numjobs=8 rw=randread filename=/dev/sdX 可扩展性与并发性 IOPS 随队列深度线性扩展,直到 NVMe 在 QD64–QD128 达到“拐点”。与纯读取相比,70/30 的读写混合通常会使最大 IOPS 下降 10–25%。性能优化需要平衡线程数与每个设备的队列深度,以避免饱和。 ⚙️ 调优与最佳实践 固件与驱动程序 ▶ 优先使用最新的稳定版本。 ▶ 禁用过度的中断合并。 ▶ 在可用处启用 MSI-X。 主机配置 ▶ 为 NVMe 将调度器设置为 noop。 ▶ 将 nr_requests 增加到 2048。 ▶ 将 fio iodepth 与应用程序队列对齐。 部署与监控清单 容量规划策略 如果您的工作负载需要 200k+ 的持续 IOPS,并为峰值预留 20–40% 的 p99 缓冲,请规划两条 NVMe 路径。 告警阈值 p99 延迟 > SLA 持续 3 分钟 设备利用率 > 85% 持续状态 队列深度升至拐点以上 关键总结 ✓ 该适配器在 NVMe 介质上提供最高的 IOPS,且平均延迟低于毫秒级。 ✓ 尾部延迟 (p99) 是主要的限制因素;尽量减少中断合并以控制尾部行为。 ✓ 验证 PCIe Gen4 链路健康状况,并在容量规划时包含后台活动的余量。 常见问题 ❓ 05-50111-01 HBA 如何影响 NVMe 与 SAS 的 IOPS? 该适配器提供主机连接和 PCIe 带宽;NVMe 端点利用设备内部并行性,在同一适配器下提供更高的 IOPS。只有当聚合吞吐量接近 PCIe 通道容量或固件设置限制了队列处理时,适配器本身才会成为限制因素。 ❓ 哪些调优可以降低 05-50111-01 HBA 的 p99 延迟? 要降低 p99 尾部延迟,请应用固件/驱动程序更新、启用 MSI-X、禁用过度的中断合并、选择低延迟调度器(noop 或 mq-deadline),并限制每线程的队列深度。 ❓ 哪些监控指标能最好地预测即将发生的延迟退化? 关键预测指标包括:设备队列深度持续升高并超过观察到的拐点、设备利用率百分比增加、重试或错误计数器增长,以及处理 IO 的主机核心 CPU 突然饱和。 结论 本性能报告强调,05-50111-01 HBA 在与 NVMe 介质配合并经过适当的主机设置调优后,能提供强大的 IOPS 和可预测的延迟。后续可操作步骤:应用经过测试的固件/驱动程序版本,遵循调优清单,并部署以 p99 为核心的告警监控,以确保稳定的生产行为。
2026-01-28 10:33:40
Comprehensive procurement analysis and technical deep-dive for US-based engineering and sourcing teams. i Market Urgency Point: Fluctuating stock levels and extended lead times for 0532610371 are creating urgency for US buyers. Evidence: Aggregated on‑hand and lead‑time feeds reveal repeated short‑term dips and sporadic spikes in quoted ship dates. Explanation: Prioritize validation and contingency sourcing to avoid production delays caused by current volatility. ✓ Strategic Goal Point: This report provides actionable sourcing guidance using typical procurement metrics. Evidence: Analysis utilizes on‑hand units, lead time quotes, MOQ, and POET (Purchase Order Execution Time). Explanation: Following this playbook will reduce supply risk and clarify technical checks prior to purchase. Part Background: What 0532610371 Is and Why It Matters Quick Part Overview Point: A low‑pitch, multi‑position right‑angle board header used for wire‑to‑board and board‑to‑board interconnects. Evidence: Family characteristics include ~1.25 mm pitch, three positions, right‑angle SMD mounting, and low‑profile housings. Explanation: Ideal for compact signal headers in consumer, industrial control, and compact instrumentation PCBs; note thermal and current limits during layout. Typical Applications & Alternatives Point: Common uses include low‑power signaling, board programming headers, and sensor module arrays. Evidence: Selection is driven by space constraints; alternatives often swap pitch, positions, or orientation. Explanation: Substitution strategies include 2.54 mm pitch for robustness or vertical variants for accessibility—always validate PCB footprint compatibility. Stock Trends & Availability Analysis Regional Warehouse Coverage (US) 65% Market Supply Volatility High Risk Inventory Snapshots Track on‑hand units, quoted lead times (30/90/180 days), and MOQ. Spikes often align with allocation events. Assemble these metrics into a rolling dashboard to trigger reorders or approve substitutes. Demand Drivers Analyze spot vs. contract pricing. Sudden price increases typically indicate tightening. Use regional coverage maps to estimate shipment risk and whether to accept premium spot buys for urgent production. Specs Deep-Dive: Dimensions, Materials & Data Field Typical Value / Note Pitch 1.25 mm (confirm datasheet tolerance) Circuits 3 positions Mounting Right‑angle SMD Contact Finish Options: Tin, Gold (affects solderability and price) Rated Current/Voltage Low‑power signaling; confirm exact amp/volt rating Operating Temp Follow datasheet for reflow and operating ranges Critical Note: Packaging & Suffixes Packaging codes (Tape & Reel vs. Bulk) alter MOQ and lead times. Reel buys are preferred for production runs; swapping finish or packaging can add weeks to delivery schedules. Sourcing Playbook for US Buyers Practical Procurement Strategies ▶ Prioritize reels over cut‑tape to reduce unit cost and allocation risk. ▶ Set safety stock of several weeks to buffer lead‑time volatility. ▶ Stagger POs and utilize authorized distributor allocation windows. Quality & Compliance Checks ▶ Request Certificate of Conformance (CoC) and inspect lot traceability. ▶ Verify MPN and markings against internal ERP data. ▶ Perform bench verification of mechanical fit before full production release. Quick Pre-Purchase Checklist Confirm pitch, circuits, and mounting vs. BOM Check latest distributor inventory feeds Compare lead times (Reel vs. Small Qty) Verify supplier COA and compliance docs Lock pricing with a formal quote expiration Substitution Guidance Decision Tree: Match Pitch & Pinout (Mandatory) Verify Mechanical Clearance and Footprint Confirm Electrical Ratings (Current/Voltage) Test Mating Connector in physical assembly Note: Compatibility failures usually stem from mating height mismatches. Summary Current availability shows volatility; US buyers should run fresh snapshots frequently to mitigate stockout risks. Critical specs include pitch, circuit count, mounting style, and footprint—essential for interchangeability. Top sourcing steps: prioritize reels, set safety stocks, and require full lot traceability/COA. Next step: Apply the buyer checklist and lock quotes for urgent requirements to reduce supply chain exposure. Common Questions and Answers Is 0532610371 currently available in US regional warehouses? Availability varies by week. Use current inventory snapshots from national warehouses. For production, prefer confirmed allocated stock or reels with firm ship dates over spot inventory without traceability. What specs should I verify first for 0532610371 before ordering? Prioritize pitch, number of positions, mounting orientation, and contact finish. Confirm rated current/voltage and PCB footprint against your BOM. Cross-check fields with the supplier datasheet before commitment. How should US buyers minimize lead‑time risk for 0532610371? Set safety stock equal to observed lead-time variance, stagger POs, and buy reels for production. Maintain active communication with authorized distributors for allocation opportunities during tight supply cycles.
2026-01-28 10:26:16
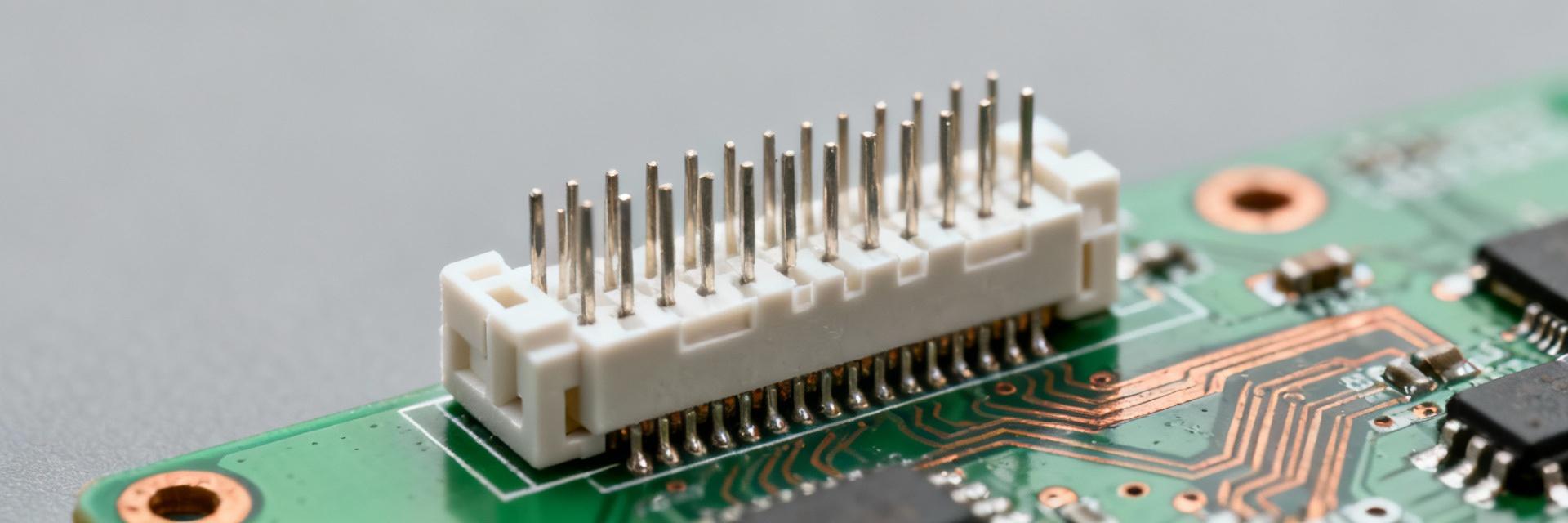
专为 0.012"–0.017" (0.30–0.43 mm) 插针设计的高精度插孔。针对板对板连接、高循环测试和低电流信号完整性进行了优化。 0529-0-15-15-10-27-10-0 是一款专用插孔,具有铜合金主体和镍底镀金层。工程师因其紧密的尺寸公差和可靠的 2A 额定电流而优先选用该组件,使其成为自动测试设备 (ATE) 和细间距 PCB 组件中的常用器件。 关键决策因素: 匹配插针直径和安装方式(无尾型)可确保机械配合以及弹簧针接口的长期插拔可靠性。 背景:功能与典型应用 应用范围 适用于测试治具、夹具和弹簧针配合接口。在高循环生产测试插座中,精确匹配插针范围可防止接触不良,并通过减少磨损来延长组件寿命。 零件结构 器件型号定义了接触兼容性、无尾安装和电镀规格。了解这些领域对于 DFM(面向制造的设计)中孔径尺寸和压接要求的签核至关重要。 数据表概览:关键字段 参数 典型值(英制) 典型值(公制) 接触兼容性 0.012" – 0.017" 0.30 – 0.43 mm 外径 / 法兰直径 ~0.055" ~1.4 mm 额定电流 ~2 A ~2 A 材料 / 电镀 铜合金,金/镍 铜合金,金/镍 插拔次数 见数据表 见数据表 性能可视化:额定电流 额定 2A 典型电流容量额定值为 2 安培。在高温环境或高密度部署中,请确保进行适当的降额。 机械规格 尺寸检查表: 验证外径(约 1.4 mm / 0.055")和主体长度。根据基材材质,每侧通常应保持 0.001"–0.003" 的压接间隙。 固持力: “无尾”设计表明重点在于压接或壳体安装。务必验证拔出力要求,如果安装到塑料外壳中,请考虑使用耐回流焊的粘合剂。 电气性能 电阻与电压: 接触电阻优化在低毫欧范围内。镍底镀金层可确保即使在多次插拔后也能保持信号完整性。 环境: 对于关键部署,请执行加速热循环测试,以揭示高湿度区域中任何潜在的镀层疲劳或腐蚀风险。 组装与检查指南 验证 PCB/外壳的孔径尺寸和清洁协议。 使用受控工具进行压接插入,以避免变形。 对于无尾零件,通过固定夹或指定的粘合剂进行固定。 样品测试程序: 对样品进行 10 次插拔循环。 施加 2A 电流持续 30 秒。 测量四线电阻(通过标准:初始值 ≤50 mΩ)。 采购与供应检查表 来料检查 在批量接收之前,确认完整的器件型号匹配、材料电镀规格、RoHS/REACH 证书以及批次可追溯性。 验证测试 执行插拔寿命耐久性和机械固持(拉力)测试。在采购阶段尽早定义合格/不合格阈值。 总结 ✓ 确保配合插针在 0.012"–0.017" (0.30–0.43 mm) 范围内,以避免加速磨损。 ✓ 在最终组装中,规划无尾安装的机械固持策略(压接或粘合剂)。 ✓ 通过初始批次鉴定和样品测试,验证电气额定值(约 2A,低毫欧)和电镀完整性。 常见问题解答 0529-0-15-15-10-27-10-0 插孔接受什么直径的插针? + 该插孔规格规定接受 0.012" 至 0.017" (0.30–0.43 mm) 的插针。我们建议进行合格的样品测试,以确认在您特定应用的预期生命周期内接触可靠。 数据表是否建议对无尾插孔进行焊接? + 不,无尾零件通常不用于 PCB 焊接。它们通常用于压接或壳体配置。如果需要焊接,请咨询制造商以获取备选尾部样式,或使用机械固持来保持完整性。 应对该插孔的进货批次运行哪些测试? + 检查应包括尺寸验证、外观电镀检查、额定电流下的接触电阻以及拔出力强度测试。在进入大规模生产之前,务必建立接收阈值 (AQL)。
2026-01-28 10:19:09
工程系统现场数据和汇总的实验室记录显示,标记为 050938 的组件之间存在不一致的电气容差和热行为。这项综合分析绘制了该组件系列、总结了核心规格并比较了变体,以确保关键工业应用的快速认证。 背景:了解 050938 系列 定义“050938 部件” 标签“050938 部件”是指一类特定模块,而非单一固定设计。制造后缀、修订代码和交叉引用的批次标记经常出现在现场退货中。在实践中,该标识符涵盖了电源模块、带连接器的传感器子组件和控制接口变体,它们共享统一的占板面积,但内部组件差异显著。 关键评估标识符 一致的元数据收集可防止错误分类。检查表明,序列号/批号、日期代码、标记位置和数据表修订版本是最具辨别力的字段。在进料检验期间记录 PCB 丝印标记和供应商模板代码,以实现完全的可追溯性。 性能数据:电气规格与测试指标 电气性能指标 对比测试突显了电压额定值和开关时序的差异。以下代表汇总的稳定性数据: 电压容差稳定性 92% 开关效率 85% 信噪比 78% 热性能与可靠性 热行为决定了运行寿命。结果以工程裕度应用的降额曲线形式呈现。 • 热阻: 跨负载曲线的详细 θJA/θJC 指标。 • 最高结温限制: 持续运行安全阈值。 • 热循环: 焊点完整性的 Delta T 结果。 • MTBF: 近似的寿命测试可靠性基准。 变体细分与横向对比 该标准化矩阵有助于快速验证,并在设计阶段早期排除不合适的候选者。 变体标识符 电压 (V) 电流 (A) 温度范围 (°C) 导通电阻 (mΩ) 应用说明 050938-A 12–18 6 连续 / 12 峰值 -40 至 85 45 标准热路径 050938-B 12–24 10 连续 / 20 峰值 -40 至 105 32 高温变体 050938-C 5–12 3 连续 / 6 峰值 -20 至 70 75 低功耗 / 紧凑型设计 决策标准 评估总功率和峰值电流需求 → 应用热裕度 → 验证机械空间限制 → 评估单位成本。工程准则:如果热裕度低于 20%,请升级到更高额定值的变体。 选择流程 (Selection_Flow): 功率需求 → 热检查 → 机械适配 → 成本验证 → 原型测试 1 机械与 PCB 检查清单 ✔ 严格遵守占板面积容差 ✔ 指定精确的安装扭矩范围 ✔ 定义连接器配合顺序 ✔ 保持电气间隙和爬电距离 2 电气验证计划 有针对性的验证计划可显著缩短认证周期。最低要求的测试包括: 功能上电 稳态负载 脉冲瞬态 热浸 现场案例研究:真实环境表现 案例 A:大电流部署 变体 B 在密集工作周期中表现出较高的结温。测量到的温升超过了数据表的降额阈值,因此需要改进散热以维持系统稳定性。 案例 B:供应替代 变体 C 通过了初始功能测试,但在持续峰值负载下表现出的裕度有限。这促使在制造阶段对工作周期进行了关键调整,以防止长期故障。 故障排除检查清单 执行诊断序列:验证标记 → 测量导通电阻 → 执行热浸 → 检查焊点。记录开关事件的示波器截图,以便及早检测波形异常。 生命周期与采购 根据电气增量和热等级映射替代品。要求供应商提供内部修订通知,并在所有采购文件中锁定电压、电流和热性能的最低可接受范围。 执行摘要 标准化 使用包含电压、电流和电阻的对比矩阵,以防止互换错误。 测试 优先进行热降额和脉冲测试,以发现静态数据表中不明显的差异。 管理 采用正式的决策流程和变更通知要求,以降低采购风险。 常见问题解答 在认证前需要核实的 050938 关键规格有哪些? + 核实标称和最大电压、持续和峰值电流额定值、导通电阻或阻抗、开关特性以及热阻 (θJA/θJC)。必须运行稳态负载和脉冲瞬态测试,以确保设备满足所需的裕度。 工程师应如何验证 050938 变体的热行为? + 在稳态和脉冲负载下进行结对环境的热测量。生成准确的降额曲线并运行热循环,以揭示机械焊接压力。结合红外热像图和功率损耗记录以获得最高的准确度。 额定值较低的 050938 变体是否可以通过缓解措施使用? + 可以,前提是缓解措施能保持足够的裕度:增加主动散热、降低运行占空比或限制环境温度。然而,必须进行完整的重新认证,包括瞬态和浸泡测试,且所有更改必须在工程日志中详尽记录。
2026-01-27 15:01:07
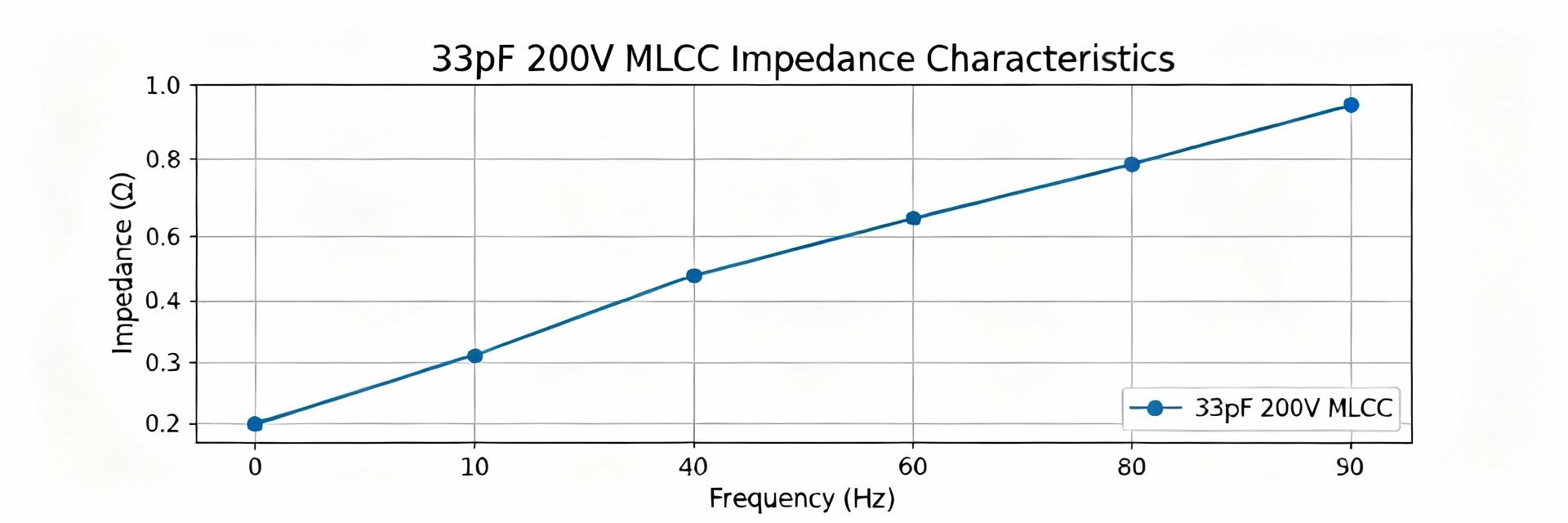
管理洞察: 实验室汇总数据和典型数据手册读数表明,小型高压多层陶瓷电容器 (MLCC) 表现出可测量的直流偏置电容损耗、数百 MHz 的谐振以及与 ESR/ESL 相关的 Q 值变化。对同类 33pF 200V 部件进行的台式 LCR 和 VNA 扫描通常显示,在额定偏置下电容减少 10–40%,且在 100–700 MHz 之间发生谐振。 组件概览 — 0505P330GP201X 一览 关键规格(数据手册摘录) 在测试之前,需要一套简洁的规格参数,以便将电路内行为与数据手册基准进行比较。这些字段限定了偏置、温度和机械应力等测试条件。 字段 模板值 标称电容 33 pF 公差 ±X % 额定电压 200 V DC 介质 / 温度系数 P90 封装尺寸 0505 (≈1.2–1.4 mm) 工作温度 -XX 至 +XX °C 合规性 RoHS, REACH MLCC 核心电气指标 电容稳定性 有效电容随温度和施加的直流偏置而变化。P90 介质表现出特定的温度系数。实验室数据表明,当接近额定电压 (200V) 时,数值会显著下降。 直流偏置损耗趋势(预估) 0V (100%) 200V (~60-90%) 频域指标 小型 0505 MLCC 通常在数百 MHz 处表现出自身谐振。Q 值在谐振附近达到峰值,随后因 ESR 而下降。较低的 ESL 对于宽带射频应用至关重要。 谐振范围 (MHz) 100 MHz 700 MHz 实测性能深度分析 推荐的基准测量 可重复的特性表征需要标准化的扫描。基本的测量包括阻抗随频率的变化 (10 kHz–3 GHz)、幅度/相位、Q 值随频率的变化以及电容随直流偏置的变化(0–200V 分步测试)。 结果解读:合格/不合格信号 在工作偏置下电容塌陷超过 30% 表明不适用于直流偏置去耦。对于射频滤波,应确保 ESL 足够低,以保持谐振高于目标工作频段。 方法指南:测试与表征 实验室设置最佳实践 • 使用精密 LCR 表进行低频测量,使用 VNA 进行 GHz 阻抗测量。 • 通过短路/低寄生 PCB 设置消除夹具寄生效应。 • 清除助焊剂并确保焊接一致,以避免测量漂移。 测试程序顺序 目视检查和 1 kHz 下的初始 LCR 测量。 0V 下的射频扫描 (10 kHz–3 GHz)。 直流偏置扫描 (0, 50, 100, 150, 200V)。 热点测试 (-40, 25, 85, 125°C)。 核心总结 ✓ 验证直流偏置下的电容: 测量 33pF 200V 部件的 C 随 DC 变化的情况,以量化电路内损耗并确保电抗稳定性。 ✓ 表征频率响应: 获取阻抗幅度/相位和 Q 值,以识别自身谐振和潜在的 ESL/ESR 降级。 ✓ 稳健的测试程序: 对多个样本进行校准扫描和热测试,以便为采购提供 平均值±标准差 的报告。 ✓ 布局与降额: 尽量缩短走线长度和增加接地缝合,以降低脉冲应力和电容塌陷风险。 性能与选型常见问题解答 33pF 200V MLCC 在直流偏置下的典型电容下降是多少? + 取决于介质,在额定电压或其附近,典型下降范围从 10% 多到约 40%;P90 类型通常表现出中等的偏置敏感性。应测量实际批次的 C 随 DC 变化曲线,并根据实测曲线制定降额规则,而不是仅仅依赖标称值。 在评估用于射频的 MLCC 时,我应该要求提供哪些阻抗图? + 索取从 10 kHz 到几 GHz 的阻抗幅度和相位、标注的谐振点以及 Q 值随频率的变化图。同时要求提供去嵌入数据或样品板,以便您可以将供应商图表与系统内行为进行比较,从而做出可靠的选型。 哪些 PCB 布局实践最能降低 0505 MLCC 的 ESL? + 尽量缩短焊盘间的走线长度,对称使用焊缝,将电容放置在节点 0.5 mm 范围内,并采用多个并联电容以降低有效 ESL。短回路和缝合地平面可进一步降低回路电感并保持高频去耦。 总结 基于数据驱动的 0505P330GP201X 视角,阐明了预期的电容随偏置变化、频率行为以及实际测试方法。通过结合校准后的低频和射频扫描、热点测试和脉冲测试,设计人员可以生成高可靠性系统所需的指标。在最终采购前,务必运行推荐的测量并将电路内行为与数据手册曲线进行对比。
2026-01-27 12:22:03
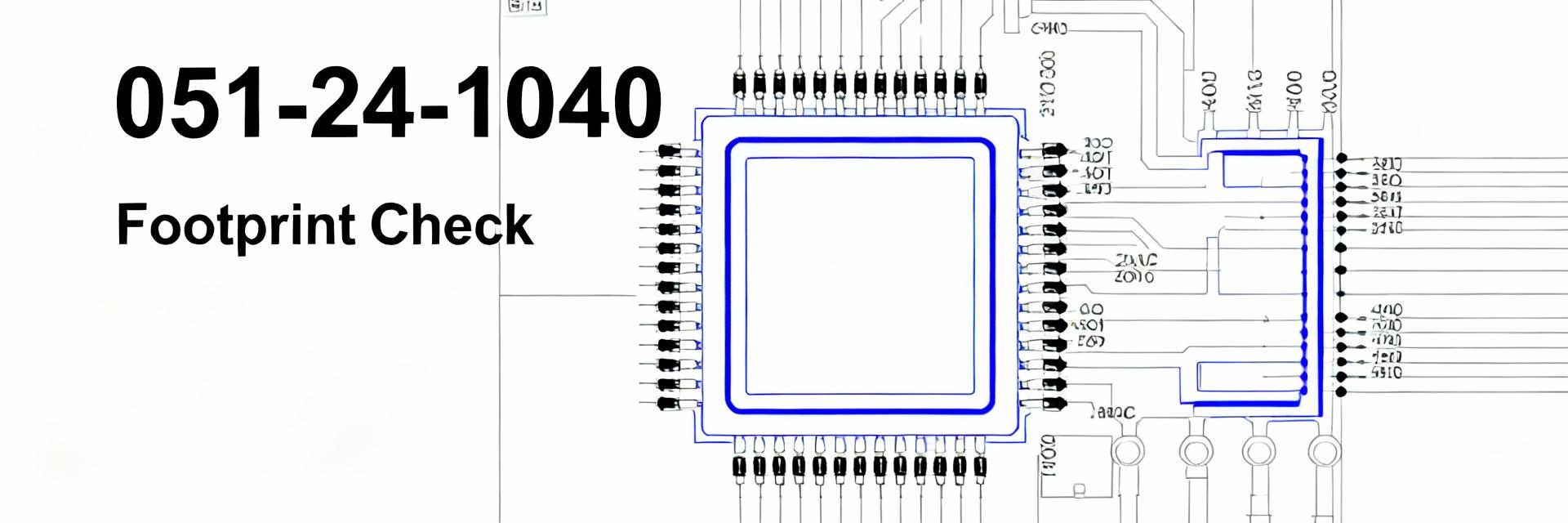
常见的故障,如配合不良、引脚映射错误或安装耳损坏,会导致昂贵的返工。本指南介绍了一个简洁、可重复的验证工作流程,以在验证 PCB 封装时规避这些风险。 目标 该工作流程涵盖了数据手册提取、机械和电气检查以及特定案例的演练,以便工程师在生产前能够自信地验证 051-24-1040 封装。 预期 您可以获得清晰的核查清单、实用的 CAD 检查以及低成本的配合测试,从而减少组装故障和报废。最终形成一个可验证的签收流程。 背景:为什么验证 PCB 封装至关重要 PCB 封装究竟包含什么 观点:封装不仅仅是焊盘——它是 PCB 与元件之间的物理契约。 证据:典型的封装包括焊盘、钻孔或槽、禁布区(courtyard)、丝印、组装原点和 3D 实体。 解释:每个元素都会影响配合、可焊性和组装:焊盘控制焊缝,钻孔和环形圈决定机械强度,禁布区避免碰撞,而 3D 模型则揭示了机械冲突。 常见的失效模式 观点:连接器和通孔零件常出现可重复的失效模式,而这些是可以避免的。 证据:常见问题包括间距错误、孔或槽形状不正确、安装耳错位以及边缘间隙不足。 解释:这些故障会导致机械松动、对准不良或波峰焊连桥;即使是一个错位的安装耳也可能迫使进行昂贵的电路板返工。 收集正确的组件数据:数据手册和机械图纸检查 需要提取的关键尺寸和标注 观点:首先从数据手册中提取明确的标注。 证据:复制引脚数量和编号、间距、行距、孔类型(圆孔或槽)、安装耳尺寸和公差。 解释:逐字记录这些字段可以防止理解偏差,并为封装决策和组装说明建立可追溯的来源。 将公差转换为 PCB 值 观点:考虑到制造余量,将名义尺寸转换为最坏情况下的 PCB 值。 证据:考虑钻孔公差,将名义孔径转换为最坏情况值;选择合适的焊盘尺寸以保持环形圈。 解释:对于电镀通孔,增加 4–6 密耳(mils)的钻孔公差,并在最终确定数值前务必确认制造商公布的工艺能力。 验证参数矩阵 特征 检查点 公差余量 焊盘与钻孔 直径 vs. 引脚厚度 +4 到 +6 密耳 电镀槽 长度和宽度端点半径 +10% 到 +20% 宽度 环形圈 孔周围的最小铜箔 最小 4 密耳(标准) 机械验证 ✔ 焊盘与钻孔:检查焊盘与钻孔的对齐情况,并使用层隔离来确认最小环形圈。 ✔ 禁布区:确保组装和工装间隙,以便于配合硬件的移动和操作。 电气与组装 ⚡ 引脚映射:运行网表对比,并结合 3D 实体进行视觉旋转/镜像检查。 ⚡ 阻焊层:根据焊盘几何形状调整锡膏开窗大小,并为大面积铺铜添加热焊盘。 051-24-1040 验证演练 数据手册交叉核查清单 为 051-24-1040 创建特定的组件清单,并将数据手册标注粘贴到您的评审文档中。确认引脚数、间距以及定位柱/安装耳孔形状。将准确的数据手册尺寸线复制到清单中,并标记任何缺失的标注以向供应商澄清。 配合与组装测试 通过低成本的物理测试验证配合情况。在 CAD 中放置 3D 模型,导出 1:1 的纸面模板,并组装单部件原型。这些检查可以捕捉到 DRC 可能遗漏的干涉和安装耳方向错误。 总结 尽早验证 PCB 封装可以防止配合和组装故障,并节省成本。请遵循以下标准步骤: 提取并记录 051-24-1040 的数据手册标注:引脚映射、孔/槽尺寸以及安装耳电镀。 在 CAD 中进行机械检查:验证焊盘/钻孔尺寸、环形圈和禁布区间隙。 运行电气检查:将引脚映射到原理图,并在签收前结合 3D 模型验证方向。 常见问题解答 在验证 PCB 封装时,如何确认电镀槽的焊盘尺寸? ▼ 选择焊盘宽度,以便在槽加工后提供建议的环形圈。测量槽的名义宽度,加上制造商的钻孔公差(4–10 密耳),并使用圆角焊盘末端。最后与电路板厂确认最终数值。 验证连接器封装引脚映射的最快方法是什么? ▼ 快速验证:添加原点标记,在 CAD 中放置 3D 模型,并运行网表对比。导出焊盘到引脚分配的 CSV 文件并与数据手册进行交叉核查也非常有效。 为了验证像 051-24-1040 这样的新封装,我应该组装多少个原型? ▼ 至少组装一块带有该单个组件的板子以验证配合情况。如果该部件有多个配合方向,请制作 2–3 个单元以测试重复插入和机械应力。
2026-01-27 12:16:06
行业基准和现场报告表明,为易失性写缓存添加非易失性备份,可以将电力事件期间的数据丢失风险降至近乎零,并显著缩短缓存恢复窗口。 本文是一份简明技术参考,涵盖了现代缓存保护模块的性能、完整规格、安装与兼容性、维护、实际部署以及采购建议。 产品背景及其在存储系统中的作用 Cache Vault 模块的作用 核心概念:Cache Vault 模块保护易失性写缓存免受突然断电的影响,从而在企业级控制器中实现安全的回写缓存。 机制:该设计采用储能子模块取代化学电池,在停电期间将缓存内容捕获到非易失性介质中。 价值:与纯电池系统相比,支持更快的恢复并减少重建停滞。 控制器配对与拓扑结构 集成:通常与 RAID 控制卡或具有专用连接器和固件接口的 PCIe 扩展槽配对。 要求:实施需要 Vault 支架和匹配的控制器固件以实现安全的提交逻辑。 验证:确认控制器插槽类型、引脚定义和固件版本,以确保 05-25444-00 正确安装并注册。 关键性能指标与数据分析 衡量随机和顺序 IOPS、平均和尾部延迟(第 95/99 百分位),以及安装前后的回写行为。 指标 重要性 目标变化/可视化 随机 IOPS 应用程序响应能力 ±5% 稳态 尾部延迟 (99th) 离群值对敏感应用的影响 降低 缓存命中率 缓存效率 效率提升 测试方法:运行合成的混合随机/顺序测试套件,然后应用受控的掉电模拟,以验证回写安全性并测量缓存提交完成时间。 技术规格详解 电气与物理规格 •外形规格与连接器类型 •电容器类型与容量 •工作温度范围 •输入/输出电压与 MTBF 耐用性与逻辑 •额定备份时长 •数据保留保证 •写入周期寿命 •固件更新行为 集成与维护指南 安装步骤 1. 确认控制器固件和 BIOS/UEFI 设置。 2. 验证物理间隙和可用电源余量。 3. 根据扭矩规范和连接器对齐进行安装。 4. 运行控制器自检并验证缓存保护状态。 常规维护 按预定节奏监控错误日志和电容器健康指标。配置警报,将与 Vault 相关的警告转发至集中监控系统,并在常规报告中包含健康状态。 实际部署示例 企业级数据库服务器 提高提交信心并减少数据丢失窗口。操作员观察到在突发写入下提交延迟显著降低。 虚拟化主机 缩短重建延迟并防止长时间的 VM 影响。以适中的采购成本提供可预测的维护窗口。 采购与行动清单 购买前验证 确认物理配合与控制器兼容性 检查固件/驱动支持版本 验证是否包含所需的配件包 操作最佳实践 在大规模部署前先进行小批量试点 运行 2-4 周的验收基准测试 保留备用模块以便快速更换 总结 / 结论 该模块通过启用安全回写和缩短恢复窗口来增强缓存保护。应优先考虑电气和机械规格、固件兼容性以及持续监控。行动号召:运行上述基准检查,验证兼容性,并在部署前使用采购清单,以实现可衡量的风险降低和操作可预测性。 ✓ 确认机械和电气规格与主机匹配,确保安全安装。 ✓ 通过 IOPS 和尾部延迟基准测试验证性能。 ✓ 实施电容器健康和固件警报监控。 常见问题解答 Vault 模块如何保护缓存数据? + 该模块在电力事件期间将易失性缓存内容存储到受保护的非易失性介质中,并依靠控制器提交逻辑来重放或恢复写入,从而防止因 RAM 支持的缓存丢失而导致的数据丢失。 我应该进行哪些安装检查以确保兼容性? + 验证连接器类型、控制器固件支持、电源容量、机箱间隙以及是否包含配件包。确认控制器在日志中识别了该模块,并运行简短的合成测试(配合受控掉电)以验证行为。 保持保护可靠性需要进行哪些维护? + 监控控制器警报和事件日志,定期安排自检,跟踪健康指标,并更换诊断失败的模块。保持固件更新与控制器的建议一致。
2026-01-27 12:10:29
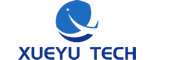
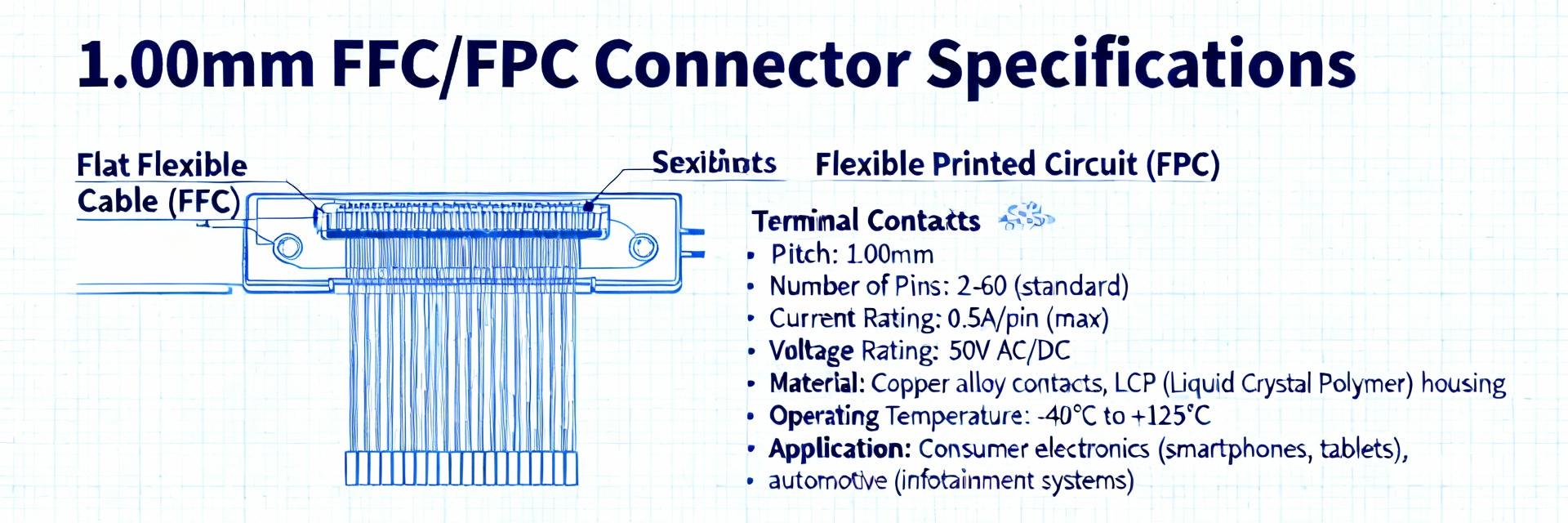
0526102072 FFC/FPC 数据表:完整规格与测量 在紧凑型电子设计中,1.00 mm 间距的 FFC/FPC 连接器是空间受限互连的常见选择。本数据表驱动指南提供了减少新产品导入 (NPI) 风险和优化 PCB 布局所需的精确机械、电气和组装参数。 背景:0526102072 部件代表的含义 关键机械概览 要点: 1.00 mm 间距 FFC/FPC 连接器系列的一部分,对于显示器、摄像头和板对柔性接口至关重要。 证据: 配置有 20 个位置,单排,垂直配合,并带有 ZIF/LIF 执行器。 解释: 准确记录间距和配合方向可确保 CAD 焊盘图案在生产前得到验证。 电气与材料摘要 要点: 材料选择决定了接触性能和耐用性。 证据: 通常采用镍上镀金工艺,以降低电阻并防止腐蚀。 解释: 获取电镀厚度和表面处理对于可靠性建模和长期耐磨性至关重要。 完整规格与测量 尺寸图纸与关键测量 维度 如何提取 单位与公差格式 间距 相邻接触点之间的中心距 1.00 mm ±0.05 连接器长度 包括法兰在内的总长度 mm ± 公差 总高度 执行器顶部到 PCB 安装平面的高度 mm ± 公差 (英寸) FPC 插入深度 距前挡块的最大距离 mm ± 公差 引脚排列、焊盘/封装和机械限制 将接触位置转换为 CAD 焊盘图案规则。使用数据表推荐的焊盘宽度、长度和阻焊层禁入区。确保考虑机械禁入区,以容纳杠杆和固定夹。 如何阅读 0526102072 数据表进行 PCB 和组装设计 1 封装建议 将图纸中的基准点映射到 PCB 原点。根据间距和接触点数量应用焊盘中心坐标。包括机械支撑焊盘或胶点,以防止回流焊过程中的弯曲。 2 焊接与回流焊曲线 遵循无铅回流焊曲线。数据表列出了最高本体温度和液相线以上的时间。记录回流焊后的检查点,如焊缝连续性和执行器完整性。 应用示例与兼容性检查 典型应用场景 对于显示器到电路板的柔性连接,信号计数和电缆方向至关重要。对于摄像头模块,重点关注配合深度和屏蔽。始终匹配 FPC 厚度范围,以防止连接松动。 信号完整性与机械应力 检查高速信号的绝缘/电介质规格。在禁入区之前布线受控阻抗走线,如果设计环境需要,请使用缝合接地过孔。 行动清单与故障排除 生产前清单 确认间距 (1.00 mm) 和接触点数量 (20)。 在 PCB CAM 软件中验证焊盘尺寸。 验证 FPC 厚度是否符合电缆规格。 获取带有公差的完整机械图纸。 常见故障模式 封装对齐不准导致短路。 SMT 焊盘上的焊缝不足。 由于插入深度不当导致 FPC 边缘撕裂。 在拾取和放置过程中损坏执行器。 总结 获取每一个机械标注:间距、接触点数量和配合深度,以便进行精确的 CAD 转换。 根据产品验收标准验证电气条目——电镀、额定电流和电阻。 严格遵循封装建议,包括阻焊层和机械禁入区,以避免损坏。 常见问题解答 工程师应如何验证 1.00 mm 间距连接器的焊盘间距? 从数据表图纸的平面图中测量中心到中心的接触点间距,并转换为 CAD 中的焊盘中心坐标。应用制造商推荐的焊盘宽度和长度,然后针对庭院和禁入区运行 DRC,以确保机械特性不会与附近组件碰撞。 在全面组装之前,测试 FPC 配合和保持力的最佳方法是什么? 使用物理 FPC 样品,并在测量插入力和接触连续性的同时执行插入/拔出循环。检查电缆边缘是否撕裂以及执行器是否正确接合,并确认电缆厚度符合数据表指定的范围,以防止组装过程中发生过载。 推荐对这种类型的连接器使用哪种焊接方法? SMT 变体适用于无铅曲线的回流焊;请遵循数据表的峰值温度和液相线以上的时间限制。对于手工或选择性焊接,请咨询供应商的组装说明,并避免加热执行器或塑料本体超过所列温度。
2026-01-27 12:04:58